Direct Energy Deposition
Overview
Welcome to my portfolio page on Directed Energy Deposition (DED) process simulation! This project explores how laser power and scanning speed influence melt pool behavior using Flow3D simulation software. By analyzing heat transfer dynamics, I aimed to optimize process parameters and improve manufacturing outcomes.
What is DED?
Directed Energy Deposition (DED) is a high-precision additive manufacturing (AM) technology used in aerospace, thermal coatings, and component repair. It works by depositing material layer by layer through a focused energy source, such as a laser or electron beam.
Why is DED Important?
Enables fabrication and repair of high-value metal components.
Supports the production of functionally graded materials (FGMs).
Helps manufacture high-entropy alloys (HEAs) for superior hardness and durability.
Project Goals
This project focused on:
Evaluating melt pool dynamics as a key performance metric.
Investigating the relationship between laser power and scanning speed.
Developing data analysis tools to extract and visualize thermal properties.
Methods
Simulation Setup
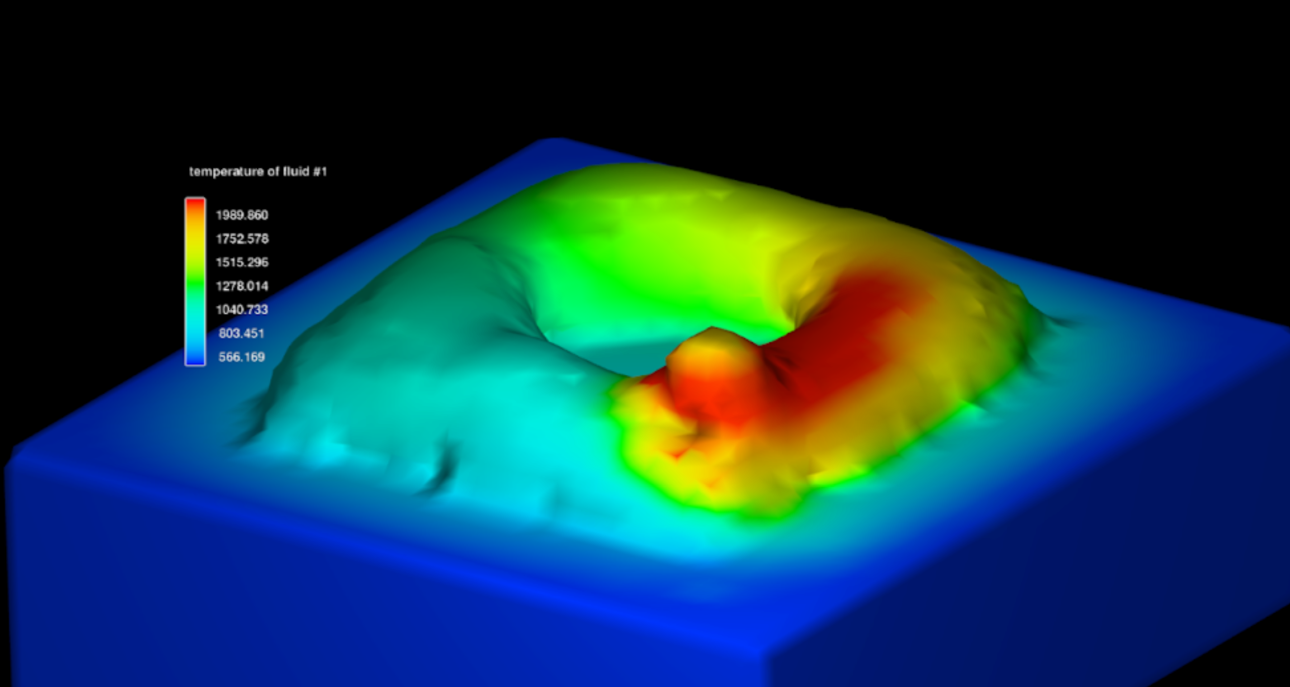
Using Flow3D, I modeled the DED process with:
Scanning speed: 2 cm/s
Laser power range: 900W - 1100W
Pre-set physical parameters for energy and velocity
Data Collection & Analysis
Exported simulation data using a custom Python function.
Identified liquidus and solidus temperatures to define melt pool boundaries.
Developed a transfer function to correlate laser power and temperature changes over time.
Key Findings
Melt Pool Behavior
The largest melt pool occurred mid-process due to power fluctuations.
Laser power reductions every 0.4s produced complex temperature variations.
Temperature Analysis
Temperatures remained above the liquidus threshold within the melt pool.
Some unexpected oscillations were detected, possibly due to simulation instability.
Step Response Validation
The system showed first-order thermal behavior but needs further validation.
Graphs indicated gradual melt pool growth over time, aligning with expected heat diffusion.
Challenges & Future Work
Challenges Faced
Difficulties in extracting melt pool size from simulation data.
Oscillations in temperature readings, requiring refined simulation parameters.
Next Steps
Test simpler geometries for clearer insights.
Explore alternative simulation software for melt pool analysis.
Validate results with real-world experimental data.
Conclusion
This project highlights the power of DED process simulation in understanding key manufacturing parameters. By refining analysis techniques and integrating experimental validation, we can continue to advance precision metal fabrication.